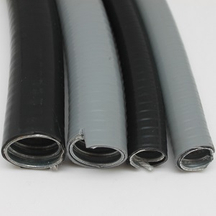
包塑软管的成型 包塑软管的进口导板,中间导板(图11 - 73)及出口导板的作用及加工要求见本章第三节内容。弯边滚轮的工作过程见图11 - 74 断面Ⅱ )。外波纹钢质软管不加填料,出口导板上也不安装挡线钧子。成型头外波纹铜质软管的成型头和卷2型耐压管的成型头基本相同,所不同的是成型头上的五个滚轮形状改变。五个滚轮的尺寸(即型面直径)应逐渐增大,这样就使各滚轮的线速度逐渐增大,钢带就处于越来越紧的状态,卷绕时软管就互相扣紧而不会松弛。成型头中间的成型溶轮的外径尺寸为软管内径尺寸的下偏差。V 形铜带在五个滚轮的控制下,沿着螺旋方向绕在成型滚轮上,成型液轮被咛形铜带带动而旋转,卷好的软管就沿着成型滚轮的锥面一面旋