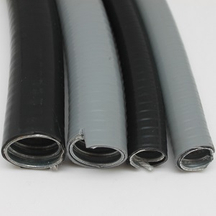
包塑软管的卷管设备 步动轧辊,使成型钢带逐段嵌入各滚轮的缝隙中。步动轧辊,使成型钢带互相扣边。)将石棉线嵌入管槽,步动轧辊,石棉线便泄入。开车卷出10- 15厘米3 型耐压管,用经过退火处理的钢锯条锯下软管头部实样,并用锉刀锉去软管头部锯割毛口。各锯下的软管头部夹在台虎钳上,纵向锯开,将软管断面磨乎或锉平后,仔细检查石棉线嵌入情况及扣边情况。查无误后开车卷管,卷出的软管平稳地引入角钢支架,进行收集。弱带卷完后(即钢带尾部离开第二对轧辊),钢带便停止前进,软管也停止旋转和前进。用平皮带缠在软管上,按软管原来的旋转方向扳动手皮带,使软管转动,从而将出口导板及成型液轮间的剩余钢带卷完,并使整根软管一面旋转,一面自成型头