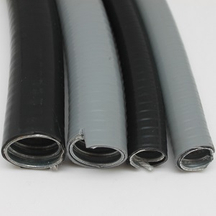
包塑金属软管的制作 环状波纹管与接头氩弧焊接专用夹具开始试制时,接头处的结构是将环状波纹管端的第一个波纹压死(使波厚小到两倍的壁厚),与接头对接装配,先预焊几点,再进行氩弧焊接。实践证明,该设计方案工毒性不好,在其夹层间很容易残留酸洗工艺过程中的酸液。这些残酸是金属软管与接汽的焊道产生存放泄漏的重要原因之一。为彻底消灭夹层,不给残酸有立足之地,近儿年来,随着接头处结构设计的改进,出现了环状波纹管与接头装配专用夹具'一次氩弧焊接成型的新工艺(见图8 - 26)。这种来具可使得焊前装配状态良好,不用预焊,因此,容易保证焊接质量。焊接时,波纹管内、外表面都有氩气保护,从结构上回避了夹层,因此,采用夹具对提高产晶质量大有