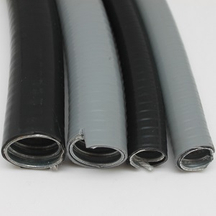
包塑金属软管的安装检查 包塑金属软管的进口导板塞入轧辊并保持水平位置后,稍紧进口导板调节架高低方向上的紧固螺栓拉出进口导板,再作几次塞入,观察进口导板是否保持水平位置和是否对准轧辊中心。细调进口导板的高低位置、左右位置及前后位置,使进口导板上导槽的宽度合理地分配在轧辊型槽上。塞入进口导板,使进口导板适当靠紧轧辊,但不得使进口导板擦着轧辊,防止进口导板上的=块活动导板端部的硬质合金擦伤上轧辊。进口导板的位置高低'一般宜偏低而不宜偏高,以免送钢带时咬入困难。旋紧全部螺栓,防止卷管操作时中途松动。3.轧辊与进口导板安装质量的检查轧辊与进口导板安装后,一般应先试轧钢带,根据m形钢带的形状来确定轧辊与口导板安装质量是否良好口按